
TPV 通用系列的注塑加工条件区域宽广,熔体温度可在 180-225°C,一般情况 下不要超过 230°C。通常注塑机的参数设定如下表。掌握 以下的简单小窍门,将更有助于您的生产,为您提高成品 率,降低原料损耗,可自由选择加工工艺来满足您客户的 不同要求!
| 模具温度 | 20-60°C |
| 螺杆转速 | 100-200rpm |
| 背压 | 0.4-1MPa |
| 螺杆类型 | 通用型三段式螺杆 长径比 20:1 以上 压缩比 2.5:1 以上 |
| 1 | 完整清洗料筒,当注塑加工不同的材料,最好用洗机料如 PP 或 PE 将料筒清理干净,然后再设置加工TPV 所需要的温度。 |
| 2 | 保证良好干燥,因TPV 的吸湿特性,在加工前有必要对其干燥,条件如右表。当注塑制品表 面有鼓起现象或截面有空洞,那正说明干燥不够,那就赶快干燥吧!通常 通用系列为免干燥系列,没有特殊原因,可以不干燥!一般推荐料斗式干燥温度为80~110°C/2h;烘箱干燥温度为90~120°C/2h,对于硬度稍微软的TPV,比如低于80A,推荐干燥温度在80°C以下,以防在干燥料斗结块。 |
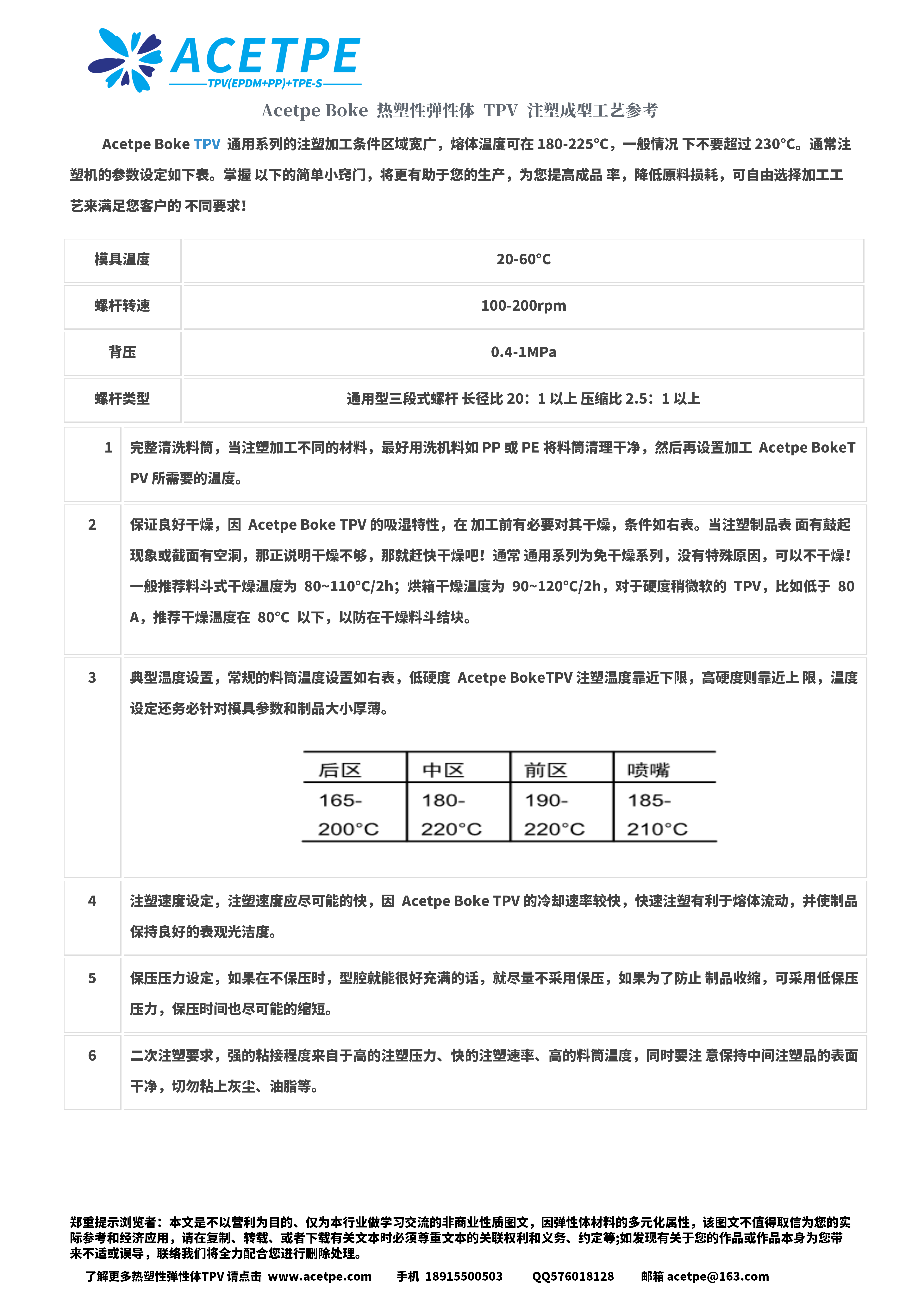
| 3 | 典型温度设置,常规的料筒温度设置如右表,低硬度TPV 注塑温度靠近下限,高硬度则靠近上 限,温度设定还务必针对模具参数和制品大小厚薄。
|
| 4 | 注塑速度设定,注塑速度应尽可能的快,因道普润TPV 的冷却速率较快,快速注塑有利于熔体流动,并使制品保持良好的表观光洁度。 |
| 5 | 保压压力设定,如果在不保压时,型腔就能很好充满的话,就尽量不采用保压,如果为了防止 制品收缩,可采用低保压压力,保压时间也尽可能的缩短。 |
| 6 | 二次注塑要求,强的粘接程度来自于高的注塑压力、快的注塑速率、高的料筒温度,同时要注 意保持中间注塑品的表面干净,切勿粘上灰尘、油脂等。 |
在本平台发布的所有信息(含本条信息)所描述的内容都是工程师依据工作经验进行的主观描述和判断(其中产品应用、物性等参数为平台随机填充并非准确数值),不值得取信也不能作为您的实际参考和经济应用,如有信息雷同或者给您造成不适,可以随时联络我司进行删除,因为全动态硫化(EPDM+PP)热塑性弹性体TPV 热塑性弹性体TPE 阻燃级热塑性聚氨酯弹性体TPU的多元化属性,我司从不提供任何线上销售方式,发布信息也仅作为您选择性了解,如您想学习交流,我司工作人员也仅会根据您的实际情况再决定是否向您提供参考和建议。
以上信息有效期为2021年7月5日至2022年12月13日,在该信息有效期内也仅供您参考了解,超过有效期即为作废信息,因我司无法及时或完全掌握信息隐藏或下架的能力,您可提醒该平台工作人员随时对信息进行删除或下架处理,感谢您的支持.
- 我的微信
- 微信扫一扫
-

- 我的QQ
- QQ扫一扫
-


评论